
 Home
Home



High Frequency Carbon Steel Spiral Welded SSAW Pipe Making Mill
Basic Info.
| Model NO. | SXHNGK |
| Custmoized | Customized |
| Condition | New |
| Pipe Material | Low Carbon/Alloy Steel/Carbon Steel |
| Name | Spiral Welded Pipe Mill |
| Transport Package | Wood Pallet |
| Specification | Metal |
| Trademark | SXHNGK |
| Origin | China |
| HS Code | 8501109101 |
| Production Capacity | 5 Sets |
Product Description
Factory Supply Spiral Welded Pipe Mill
Back-swing spiral welded mill introduction:
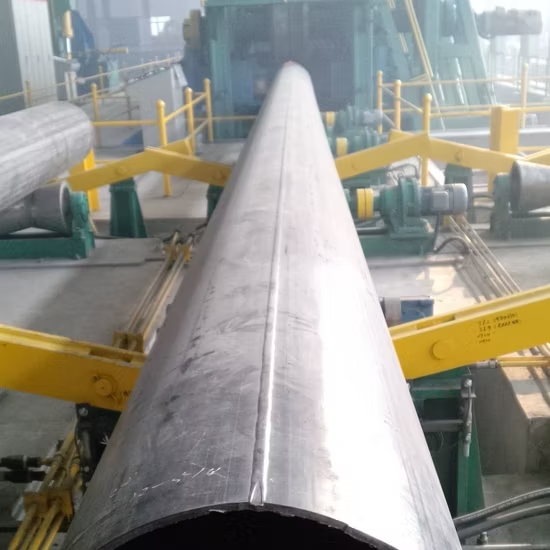
The steel coils are unfolded and leveled by the mill equipment. And they are sent to the forming machine in a certain angle. Supplemented by a certain angle, the continual pipes are formed in the principle of three-roll rolling machine. Continual spiral welding is welded by submerged-arc welding machine. The uncoiling, coil detaching, leveling, steel cutting and welding are working on the fly-welding carriage. When the steel is welded, the fly welding carriage moves forward in the same speed with the host equipments. The host machine will not have the stop. After the steel welding finishing, fly welding carriage backs forward to the original position t owait another coil. This mode is called continuous production method with high efficiency, high pipe quality, rare welding repair and other advantages.
According to the different function of our products, the back swing spiral welded pipe mills are divides in to API standard model and national standard model. API standard model mainly produces the delivery pipe with petroleum or natural gas (long distance).the material and quality of the steel pipe need to be very good. The requirements for mill equipment and testing equipment also are very high. National standard model produces the pipe used for short distance delivery of natural gas or water, the pipeline construction in the city, the structure pipe, column pipe and so on. The requirements for the material and quality of the steel also are very high, second only to that of API standard.
Summary
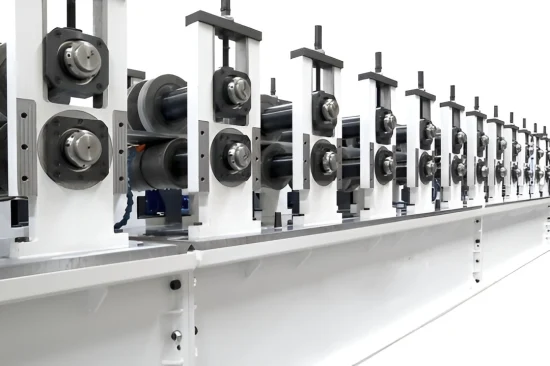
The welded pipe mill is back swing continuous production spiral welded pipe mill with a flying welding car, a rear axle swing, and a steel plate edge positioning.
This mill is our company's most advanced model, with the following new and patented technology:
Forming machine automatic adjustment system
- Joint clearance automatic control system
- Intelligent quality file management system in steel pipe logistics process
Steel pipe length after cutting, the system will assign a unique steel pipe coding for the tubing, and the coding spraying on the tube body, steel will use this encoding and subsequent finishing area of each equipment to communicate, and the steel tube in the finishing area by the craft route, the various process conditions, inspection, repair, repair again check all gather together into a tube quality files, this steel braided like id card, just enter the weave, the identity of all information will be presented, Including production date, production team, coil manufacturers, steel coil furnace number, material, diameter, wall thickness, welding speed, welding wire material, whether to have joint repair welding, X-ray, ultrasound, flat head chamfering, hydraulic pressure, pressing time, pressure curve, whether the defect repair welding and repair welding the re-inspection after all of the information, and so on. This file is stored in the system like the id card of the steel pipe. It can also be backed up in electronic form and delivered to the customer together with the steel pipe. This system is especially suitable for the production of high-grade steel pipes for oil and gas transportation and other purposes, because each steel pipe of high-grade steel pipe needs to be traceable. If there is a problem, the reason can be found, and the most reasonable solution can be designed for the cause of the defect.
The system has established an identity card for each steel pipe, which can be easily traced back to the source, and the establishment of the steel pipe file is established by the system itself. There is no human factor, and the file has higher credibility. The system can also make the production management intelligent. The system will calculate the specifications, quantity, yield, number of defective tubes and defects of the steel tubes produced in this shift. When the shift is off work, a report will be automatically generated to show the production situation and quality. The management can also formulate measures based on the cause of the defect to improve the yield. Of course, the monthly total statistical table will be automatically generated every month to facilitate the high-level understanding of the overall operation of the unit.
- Pre-uncoiling design
- Uncoiler automatic centering function
There is the centering button on the operation stand of uncoiler. When the button is switched on, the double cone heads will automatically centralize the mill centerline. Then, the coil center is consistent to the mill center. It is no need to adjust with the vertical rollers. The production efficiency is improved and the instability is decreased.
In addition, the unit also has the uncoiler plate tail bending device to avoid the difficulty of passing the tail; the cutting and butt welding at the butt joint separate structure, truly realizes the bevel function of the butt-welded steel plate.
The main objectives of the unit: product physical quality, production costs, various consumption indicators and labor productivity have reached the domestic advanced level.
The unit equipment is a complete spiral welded pipe equipment integrating mechanical, electrical automation control and hydraulic control.
The unit is designed and manufactured with safety protection devices for equipment and safety protection for operators. To protect the operational safety of important equipment and the safety of operators. For example, a pressure limit protection sensor is provided in the pressing mechanism of the leveling machine; the pressing mechanism of the delivery machine also has a self-protection function when the plate thickness suddenly changes.
Since the whole control system uses the bus technology, the equipment operating parameters are digitized, combined with the various levels of power protection devices and various sensor components set on the hardware, through the management of the system software, the various operating parameters can be transmitted to the control in real time. The center analyzes and processes the operating status of the control equipment in time, and can display these parameters on the HMI synchronously for the operator to perform timely and effective operation, so that the operability and safety of the whole unit are qualitative. improve.
The unit uses edge positioning.
List of machine
| No. | Name | Qty |
| 1 | Pre-uncoiler | 1 |
| 2 | Detaching & Leveller | 1 |
| 3 | Uncoiler | 1 |
| 4 | Pinching & Leveler | 1 |
| 5 | Cutting & Burr Welding Machine | 1 |
| 6 | Submerged arc Welding Car | 1 |
| 7 | Vertical Roller on Fly-Welding Car | 1 |
| 8 | Pinching Device | 1 |
| 9 | Fly-welding Car & Rail Supporting Roller | 1 |
| 10 | Vertical Roller On The Ground | 1 |
| 11 | Precision Leveler | 1 |
| 12 | Rough Edge Miller | 1 |
| 13 | Precision Edge Miller | 1 |
| 14 | Steel Sheet Surface cleaner | 1 |
| 15 | Delivering Machine | 1 |
| 16 | Pre-bending &Guide Board | 1 |
| 17 | Forming Machine | 1 |
| 18 | Internal & External Welding Device | 1 |
| 19 | Lincoln Welder | 4 |
| 20 | Laser weld automatic tracking system | 1 |
| 21 | Welding flux supply and recovery system | 1 |
| 22 | Welding Flux handling device | 1 |
| 23 | Rear Axle& Centralizer Device | 1 |
| 24 | Fly Cutting Machine | 1 |
| 25 | Carried Pipe Car | |
| 26 | Anchor bolts and embedded parts in main machine | |
| 27 | Hydraulic System in main machine | |
| 28 | Electrical control machine in main machine | |
| Total (Main Machine Area) | ||
| 29 | Vacuum type internal welding slag removal device | |
| 30 | Inside and outside welding seam grinding machine | |
| 31 | Pipe End Expanding Machine | |
| 32 | X Ray Inspection Device | |
| 33 | 3000T Hydrotester | |
| 34 | Φ3600 Pipe End Facing & Chamfering | |
| 35 | Φ1626 Tube End Flaring Machine | |
| 36 | UT Tester | |
| 37 | Pipe End X Ray filming | |
| 38 | Weighting, Measuring Marking device | |
| 39 | Carried Pipe Car | |
| 40 | Pipe Conveying Roll Bed | |
| 41 | Rotating Roller | |
| 42 | Pulling Pipe Device | |
| 43 | Receiving Pipe Device | |
| 44 | Rack | |
| 45 | Active Pulling Pipe Device | |
| 46 | Fixed Pulling Pipe Device | |
| 47 | Anchor bolts and embedded parts in Precision Area | |
| 48 | Hydraulic System in Precision Area | |
| 49 | Electrical control machine in Precision Area |
If you need detailed offer about the spiral welded pipe mill, please provide your reuqirments.
Diameter: φ000mm-φ0000mm
Length: xmm-xx mm